Die Lohnwuchtung von PMB bekommt immer wieder Gussteile (z.B. Turbinenräder oder Verdichterräder mit Bohrung und bearbeiteter Außenkontur) zum Vermessen / Wuchten. Die Kunden gehen dabei des öfteren davon aus, dass nur geringe bis keine Unwucht vorhanden ist, was wir bestätigen und bestenfalls optimieren sollen. Da die Außenkontur ja sehr gut laufend zur Bohrung bearbeitet ist, könne ja kaum noch Unwucht vorhanden sein.
Beim Vermessen auf unseren hochgenauen Anlagen zeigt sich dann, dass hier Theorie und Praxis immer wieder weit auseinander liegen. Einige Gussräder haben sogar soviel Unwucht, dass sie nicht wuchtbar sind (ohne Funktionsgefährdung nicht ausreichend Masse entfernbar).
Aber woran liegt das? Wir beschreiben hier zwei typische Ursachen, die für die Unwucht verantwortlich sein können. Dabei kann die Unwucht sowohl aus der Bearbeitung als auch aus dem Guss heraus kommen.
Variante 1 (Bearbeitung): Bohrung exzentrisch, Nabe zentrisch
Hier wurde bei der Bearbeitung die Bohrung (ungewollt) exzentrisch zur geplanten Drehachse des Gussrades gesetzt. Der Nabenteil des Rades ist also zentrisch, die Bohrung darin jedoch nicht. Nach der Bohrung erfolgte eine Überarbeitung durch Überdrehen der Außenkontur, um möglichst guten Rundlauf zu erreichen. Als Spannreferenz wurde also die zuvor gesetzte Bohrung genutzt.
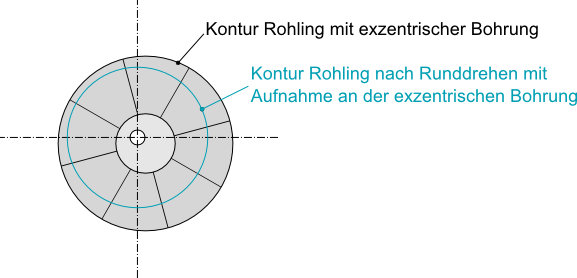
In der überspitzten Zeichnung sieht man deutlich, dass links viel mehr „Flügelanteil“ und rechts viel mehr „Nabenanteil“ vorhanden ist. Vermisst man nun, auf der Suche nach der Unwuchtursache, die Außenkontur des Bauteil zur Spannreferenz (Bohrung), wird man keine Abweichung feststellen, das Rad läuft ohne Schlag sehr gut rund. Alles scheint in Ordnung zu sein, dennoch gibt es eine ungleichmäßige Verteilung der Masse im Bauteil. Was jetzt im Fertigteil den größeren Unwuchteinfluss hat, der exzentrische Nabenteil oder der exzentrische Flügelteil, kann berechnet werden. In der Turbopraxis überwiegt häufig die Nabe. Muss bei der Bearbeitung also viel Material zerspant werden, lohnt es sich das Rad genauer anzusehen.
Varinate 2 (Fehler in Gussform): Bohrung zentrisch, Nabe exzentrisch:
Bei dieser Variante sitzt die Bohrung zentrisch zur Außenkontur. Bei der Bearbeitung der Außenkontur auf Rundlauf wird nur minimal Material abgenommen, hat also auch nur kleinen Einfluss auf die Unwucht. Bei der Kontrolle der Außenkontur ist auch dieses Rad unauffällig.
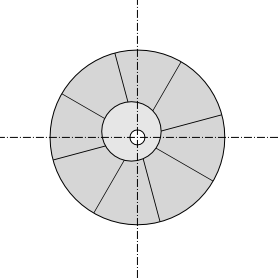
Im Lauf hat das Rad jedoch eine Unwucht, da die schwere Nabe exzentrisch ist, es liegt wieder eine ungleichmäßige Verteilung der Masse vor. Hier liegt also ein Fehler in der Gussform, häufig systematisch.
Abhilfe durch Auswuchten:
Durch Auswuchten kann man beide Varianten in die Spezifikation des Herstellers bringen. Voraussetzung hierfür ist, dass genug „Opfermasse“ vorhanden ist, also z.B. die Wandstärken nicht bis an die Grenze optimiert wurden. Der Wuchter braucht unbedingt Material für den Massenabtrag (z.B. Schleißring und Opfernase).
Für beide Fehlervarianten können wir bei PMB Nachweise führen und gemeinsam mit Ihnen Herstellprozesse oder Form optimieren.